Fluidized Bed Concentrator
Environmental C&C’s fluid bed VOC (volatile organic compound) control and solvent recovery systems provide proven, cost effective technology for industrial applications with high volume, low concentration flows of VOC's. This system can easily achieve flow volume reduction ratios of 1000:1 to as high as 10,000:1, allowing for several highly economical final treatment options. The high volume reduction translates into low capital and operating costs compared with standard concentrator systems, or direct treatment.
A proven technology, Environmental C&C’s fluid bed systems are currently treating exhaust streams at facilities for semiconductor manufacturing, painting/finishing, and printing.
Systems range in size from 200 cfm to over 100,000 cfm with final treatment being either condensation for solvent recovery, or thermal oxidation for VOC destruction. Removal or recovery rates of 95% - 99% are achievable. Because of the high turn-down ratio, these "back end" systems are significantly smaller than stand-alone systems, saving on capital expenditures.

|
System Info. |
|

|
System Info. |
|

|
System Info. |
|
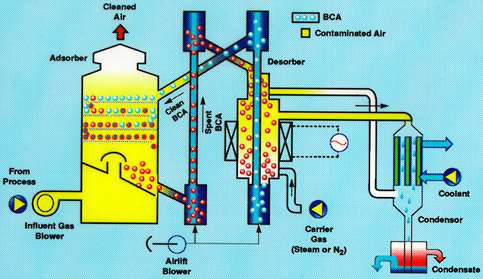
How it Works
The adsorber section of the fluid bed system includes a series of perforated plate adsorption trays. Contaminated process exhaust enters from the bottom, passing upward through the adsorption trays, fluidizing the adsorbent and adsorbing the VOCs. VOC saturated adsorbent flows to the bottom of the adsorber vessel, from which it is removed at a slow, steady rate and transferred to the desorber. Meanwhile, regenerated adsorbent is continuously fed into the top of the adsorber vessel, providing counter-current VOC removal.
In the desorber, the temperature of the adsorbent material is increased, causing it to release the VOC contaminants into a low volume, inert carrier gas stream. The cleaned adsorbent material is then returned to the top of the adsorber vessel for reuse.
The concentrated contaminant stream is so small that it can often be easily treated with a simple afterburner or recovered for reuse or disposal through condensation. The condensation process is shown below.
 |
Technology Evolution
The world's first practical commercial fluidized bed system was introduced to the market in the 1970's. This was made possible by the invention of beaded activated carbon (BAC), which is a petroleum pitch based, highly attrition resistant spherical material. There are currently over 1,000 fluidized bed systems installed worldwide for VOC control in a variety of industries. EC&C has had the benefit of having a continual close working relationship with the original developer of the technology.
EC&C has continued independently to modify and improve upon the design of the fluidized bed technology. Recent developments include the commercialization of a new desorption technique using ultra efficient energy methods. The new desorber will also have the capability to perform periodic in-place high temperature carbon reactivation, if required.
| Fluidized Bed Concentrators | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
||||||||||||
|
||||||||||||
|
||||||||||||
|
||||||||||||
|
||||||||||||
|

Environmental C&C (EC&C) and its affiliates have been supplying fluidized bed VOC control and odor abatement systems for over 30 years. The technology was made possible by the invention of Bead Activated Carbon, which is a petroleum pitch based, highly attrition resistant material. There are currently over 500 Fluidized Bed Concentrator (FBC) systems installed worldwide for odor control and VOC abatement, in a variety of industries. Throughout Environmental C&C's history, we have had the benefit of a close working relationship with the original developer of the Bead Activated Carbon.

Founder & President
Hal commercialized, researched, & developed the FBC technology for numerous applications over 35 years. His FBC work started in 1987, working in R&D as a research fellow at Custom Engineered Materials, Inc. Successfully completed 63 FBC installations worldwide. Siena College, Loudonville, NY BS Pre-med Biology & Chemistry. Advanced Analytical Chemistry & Electrical Engineering.

Director, Business Development
John has > 10 years experience in the Regenerative Thermal Oxidizer (RTO) industry and subsequently > 10 years experience in business and engineering support of FBC in numerous applications. Missouri Science & Technology. BS Mechanical Engineering Manufacturing and Energy Conservation. Purdue, Indiana. MS of Industrial Operations, Engineering & Business.

Director, Engineering and Operations
Director of Engineering and Operations in environmental air pollution industry for >20 years. Extensive experience in controls, instrumentation, electrical systems. Provided engineering support for FBC design, fabrication, installation, operations, and compliance testing. University of Maryland. Air Force. Electronic Systems Technology Degree.